

Соединение элементов металлоконструкций, трубопроводов и прочих изделий, сварочным методом, практически на всех этапах предполагает контроль получаемых сварных швов. Со временем, в процессе эксплуатации металлического изделия с наличием сварочного шва, возникает необходимость повторного обследования, для удостоверения сохранности соединений и подтверждения возможности дальнейшего использования конструкции. Одним из методов такой диагностики является визуально-измерительный контроль сварных соединений/стыков/швов. Параметры и условия проведения ВИК прописаны в стандарте ГОСТ 23479-79. В данной статье вы найдете ответы на вопросы:
- Что такое визуально-измерительный контроль ВИК сварных стыков?
- Какие дефекты позволяет выявить ВИК сварных швов?
- Где применяется ВИК?
- Какие приборы и инструменты нужны для проведения ВИК?
Определение визуально-измерительного контроля сварных соединений

ВИК сварных соединений/стыков/швов — это один из методов неразрушающего контроля, который проводится посредством оптических инструментов, измерительных приборов, шаблонов. Процедура подразумевает визуальное и тактильное исследования области стыка или шва, как до, так и после выполнения сварочных работ. Нужен такой контроль для подтверждения того, что все работы были выполнены в соответствии с требованиями. ВИК сварных стыков проводится зрительно, с применением оптических приборов, измерительных инструментов, а также тактильных ощущений (например, определение шероховатости шва). Результаты контроля (параметры, характеристики шва) и все выявленные нарушения и замечания оператор заносит в акт освидетельствования и сохраняет.
Если вы заинтересованы в получении корректных сведений, то рекомендуется поручить проведение ВИК профессиональному оператору лаборатории «НДТ-Контроль». Специалисты компании проведут визуально-измерительный контроль в Ростове-на-Дону недорого, в регламентированные сроки, с гарантией точных результатов.
Дефекты, выявляемые с помощью ВИК сварных швов
При помощи визуально-измерительного контроля сварных соединений/стыков/швов можно выявить:
- неправильные катеты стыка
- редкую чешуйчатость
- изменение цвета металла, возникающее из-за перегрева или неправильного материала присадки
- наплывы металла
- ошибочные пропорции, касающиеся ширины и высоты наплавленного металла
- непровары (на внешнем, видимом слое)
- прожоги
- открытые кратеры и пустоты
- подрезы, образованные высокой силой тока
При использовании дополнительного увеличительного оборудования методом ВИК обнаруживаются поперечные и продольные трещины, коррозия, расслоения структуры металла, углеродные поры, забоины, раковины, смещение шва относительно соединительной линии, риски от твердых включений в сплаве, брак в защитных покрытиях.
На этапах подготовки ВИК сварных стыков и швов позволяет определить уровень качества выполнения скосов кромки под стык, тщательность очищения поверхности от ржавчины, краски и мусора. В процессе контроля также проверяется накладка маркировки или клейма на готовые сварочные соединения, а так же соответствие вида маркировки конкретному шву.
Применение ВИК сварных швов в промышленной деятельности

Визуально-измерительный контроль сварных соединений/стыков/швов необходим на всех этапах сварочных работ:
- обследование входящих деталей под сварку( проверке подлежат соответствие маркировки самому материалу, целостность металла)
- сборка деталей под сварку
- очистка поверхности от мусора, коррозии, краски и масла
- окончание сварочных работ (ВИК подлежит внешняя часть швов на все виды дефектов)
После завершения сварочных работ проводится итоговая сдача конструкции с актом проверки.
ВИК сварных соединений, в том числе, проводится на уже введенных в эксплуатацию объектах, если срок службы сварных соединений заканчивается. Кроме того, при любом подозрении на то, что качество шва ухудшилось, во избежание выхода оборудования из строя, аварий или травм, необходимо заказать ВИК сварных соединений.
Приборы и инструменты для проведения ВИК
ГОСТ 23479-79 содержит указания на применение конкретных приборов и инструментов для проведения визуально-измерительного контроля. Оборудование для ВИК делится:
— на приборы цехового назначения, для работы при температуре от +5 до +20;
на приборы полевого назначения, для осуществления работ от -55 до +55 градусов.
Визуально-измерительный контроль сварных соединений, стыков, швов осуществляется с помощью:
- измерительных луп
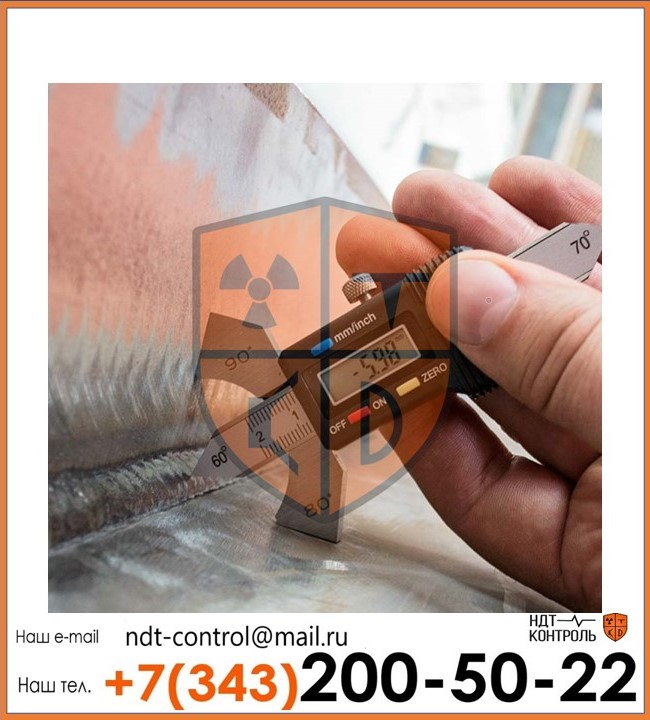
- сварочных шаблонов для проверки параметров геометрии сварных соединений
- угольников для проверки 900
- нутрометров
- угломеров с нониусом
- щупов для контроля выдержки зазоров
- микрометров
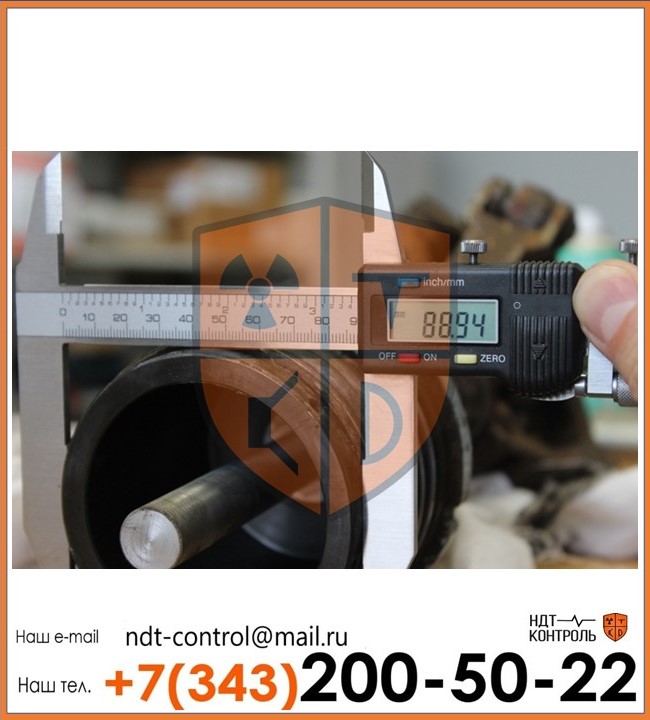
- толщинометров для определения толщины стенок трубопровода
- калибров
- штангельциркулей
- линеек и рулеток
Для повышения уровня эффективности и достоверности ВИК сварных соединений требуется хорошее освещение, оператор должен быть оснащен фонариком и дополнительными осветительными установками. В ряде случаев используют микроскопы и бороскопы для более точного определения характера дефекта и его серьезности. Если подконтрольный объект расположен на большой высоте в недоступном для контролера месте, то для ВИК сварных соединений такой конструкции применяют бинокли различной мощности.
Проведение ВИК сварных стыков и швов лучше всего доверить профессиональным операторам, таким, как специалисты компании «НДТ-Контроль» в Ростове-на-Дону. Мы гарантируем качественную, недорогую диагностику сварных соединений в оптимальные сроки и на самых выгодных условиях. Лаборатория располагает всем необходимым оборудованием и штатом квалифицированных сотрудников.